Управление многозонным нагревом
 Наша компания на протяжении 10 лет выпускает многозонные (10 зон) тепловые контроллеры. За это время сменилось четыре поколения контроллеров, менялась элементная база и схемотехника. В последней версии мы учли десятилетний опыт и пожелания заказчиков, уделено серьезное внимание надежности. Система управления предназначена для оснащения экструзионных линий по производству полимерных пленок методом раздува. Система управления в комплекте с первичными преобразователями осуществляет измерение физических параметров экструзионной линии, отображение измеренных параметров контролируемых узлов/элементов на графическом дисплее; а также формирует сигналы управления исполнительными элементами, которые осуществляют регулирование контролируемых параметров и узлов.
Наша компания на протяжении 10 лет выпускает многозонные (10 зон) тепловые контроллеры. За это время сменилось четыре поколения контроллеров, менялась элементная база и схемотехника. В последней версии мы учли десятилетний опыт и пожелания заказчиков, уделено серьезное внимание надежности. Система управления предназначена для оснащения экструзионных линий по производству полимерных пленок методом раздува. Система управления в комплекте с первичными преобразователями осуществляет измерение физических параметров экструзионной линии, отображение измеренных параметров контролируемых узлов/элементов на графическом дисплее; а также формирует сигналы управления исполнительными элементами, которые осуществляют регулирование контролируемых параметров и узлов.
Система управления выполняет следующие функции:
- десятиканальное регулирование температур зон нагрева в комплекте с первичными преобразователями;
- задание, регулирование и поддержание скорости вращения электродвигателя пресса червячного;
- задание, регулирование и поддержание скорости вращения электродвигателя приемно-тянущего механизма;
- задание частоты вращения электродвигателя вентилятора наддува воздуха внешнего охлаждения рукава (опционально);
- управление и поддержание необходимого момента на двигателях намотчика и промежуточно-тянущего устройства (опционально);
- задание и регулирование диаметра рукава (опционально);
- подсчет текущего значения метража;
- обнаружение ошибок в работе системы терморегулирования и управления приводами, определение причин неисправности;
- работа в сети, организованной по стандарту RS-485, что позволяет задавать необходимые режимы работы линии и осуществлять контроль.
Состав изделия. Конструктивно система управления экструзионной линией УРП 1500-6 оформлена в электрическом шкафу. Управление работой всех приводов и механизмов осуществляется с основного шкафа управления ШУ1. Шкаф управления экструзионным модулем ШУ1 расположен на нулевом уровне (уровень пола). Питание шкафа осуществляется от внутрицеховой электрической сети 380В, 50Гц. Шкаф укомплектован: контроллером (панель оператора, модуль ввода сигнал с термопар и силовая части коммутации нагрева), частотными преобразователями приводов: пресса червячного, приемно-тянущего устройства; вспомогательной защитной и коммутационной аппаратурой. На лицевой панели шкафа управления ШУ1 расположена панель оператора, светосигнальная аппаратура и органы управления.
Контроллер состоит из следующих устройств:
- Блок ввода сигналов с термопар, расположен в шкафу, может быть вынесен непосредственно к месту установки термопар. Соединяется с блоком силовых ключей по проприетарному цифровому интерфейсу.
- Панель оператора Delta Electronics (DOP-B7-211), сенсорная, c тремя цифровыми интерфейсами. Соединена с цифровым модулем на силовом блоке по интерфейсу RS485.
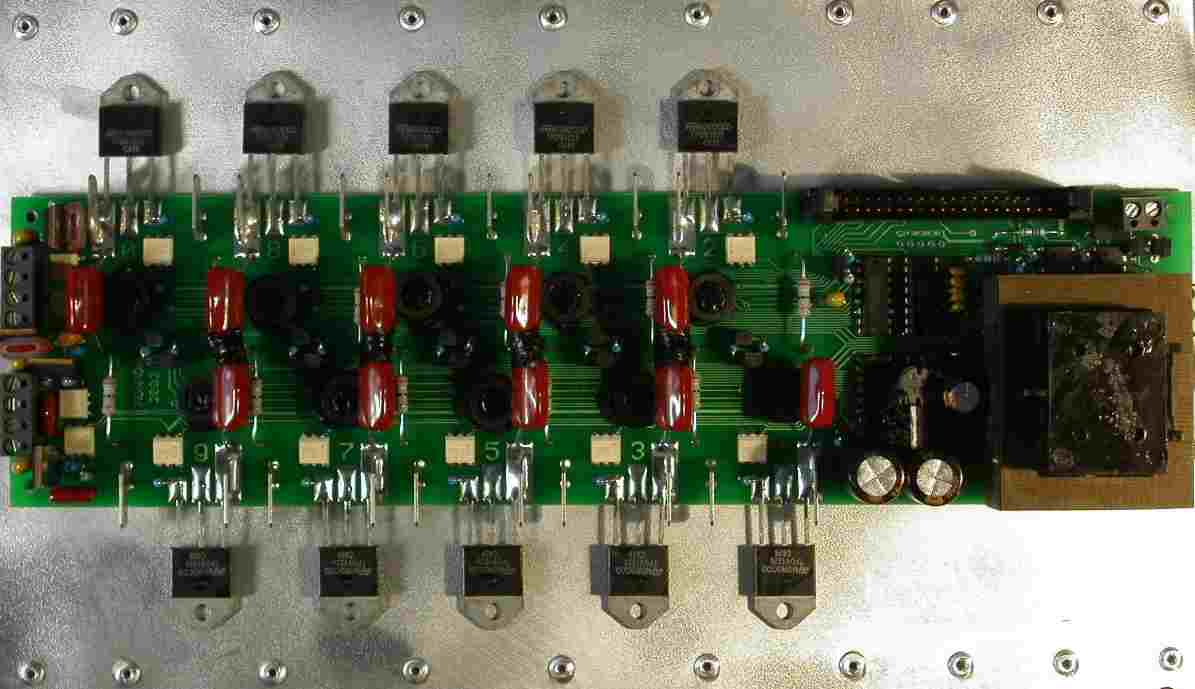
- Силовой блок, цифровой модуль и блок питания (монтируется на теплоотводящем радиаторе).
Многоканальная система регулирования температуры обеспечивает:
- регулирование температуры в каждом канале по заданному значению (количество зон регулирования до 10);
- подключение термоэлектрических преобразователей типа ХК(опционально JK (FeConst) по ГОСТ Р 50431-92) с неизолированным или изолированным рабочим спаем;
-
линеаризацию характеристик датчиков;
-
измерение температуры в диапазоне до 350 градусов Цельсия с разрешением 0,1С и индикацию результатов измерения в градусах Цельсия;
-
пропорционально-интегрально-дифференциальное (ПИД) регулирование с широтноимпульсной модуляцией выходного сигнала;
-
предусмотрена компенсация ЭДС холодных спаев термопар;
-
предусмотрены меры по защите от зависания;
-
выходной сигнал обеспечивает синхронизацию включения нагрузки в момент перехода питающего напряжения через ‘0’;
-
подключение нагревательных элементов мощностью до 7,5 кВА;
-
последовательное во времени включение нагревательных элементов, исключающее броски тока;
-
раздельное задание параметров ПИД-регулятора для каждого канала;
-
ограничение минимального и максимального значения сигнала управления;
-
принудительное задание сигнала управления мощностью нагрева;
-
включение до 4 цепей управления электродвигателями вентиляторов охлаждения при превышении температуры выше заданной уставки;
-
диагностику обрывов и неисправностей подключения термопар;
-
индикацию протекания тока через нагревательные элементы с разрешающей способностью 0.1 А;
-
индикацию расчетной мощности в каждой зоне нагрева;
-
сигнализацию отклонения тока нагрузки отустановленного номинального значения свыше 25% по каждой зоне нагрева;
-
сигнализацию полного обрыва цепи нагревательного элемента;
-
сигнализацию КЗ в цепи нагрева;
-
снятие управляющего воздействия с симистора в случае КЗ в цепи нагревательного элемента.
-
сигнализацию выхода из строя силового симистора;
-
возможность задания зоны сигнализации (изменения температуры от заданной, при которой система сигнализирует ошибку);
-
индикация ошибок визуальным и звуковым способом;
-
система устойчива к внешним высокочастотным и низкочастотным помехам в цепи термопар;
-
возможность изменения значений установленных параметров внешним управляющим устройством с использованием интерфейса RS–485;
-
передачу измеренных значений входных сигналов и установленных параметров на внешние устройства управления и сбора данных по интерфейсу RS –485;
-
сохранение параметров регуляторов в энергонезависимой памяти при отключении напряжения питания.
Контроллер легко расширяем. Для трех слойной линии возможна конфигурация для 30 зон нагрева, отдельная зона может быть до 7.5кВт. При этом внешне будет два дисплея. На одном температура, на другом управление двигателями и другими исполнительными механизмами. Эргономика и дизайн может быть адаптирован под конкретную задачу. Система имеет достаточно входов и выходов для реализации узлов с обратной связью. К примеру Мы можем, зная температуру расплава (при наличии соответствующего датчика) , управлять нагревателями пресса так, чтобы температура была стабильна, что очень важно для трехслойных машин. Также , в случае применения шестеренчатого насоса, возможно управлять оборотами шнека для стабилизации давления перед насосом.
Надежность системы проверена временем, реализовано более двухсот систем. Все, вновь выпускаемые линии НПО "Арсенал Индустрии", ГУДП "Химполимермаш" комплектуются такими контроллерами.
Краткое описание контроллера управления экструзионной линией (pdf, 1,02 Mb).
Контакты
 г.Санкт – Петербург, ул. Маршала Новикова, д. 41А, индекс: 197375.
г.Санкт – Петербург, ул. Маршала Новикова, д. 41А, индекс: 197375.
Skype : promengin
Тел: +7(812)424-43-40
+7(911)745-42-76